




关键词 |
苏州供应注塑模具,注塑模具灯罩定制加工,苏州注塑模具,塑料定制注塑模具 |
面向地区 |
加工定制 |
是 |
|
模具材质 |
铁 |
安装方式 |
移动式模具 |
模具安装方式 |
固定式模具 |
质量体系 |
ISO9001 |
作用对象 |
塑料 |
材质 |
金属 |
适用范围 |
家电 |
注塑时间要远远低于冷却时间,大约为冷却时间的1/10~1/15,这个规律可以作为预测塑件全部成型时间的依据。在作模流分析时,只有当熔体完全是由螺杆旋转推动注满型腔的情况下,分析结果中的注塑时间才等于工艺条件中设定的注塑时间。如果在型腔充满前发生螺杆的保压切换,那么分析结果将大于工艺条件的设定。
在注塑过程将近结束时,螺杆停止旋转,只是向前推进,此时注塑进入保压阶段。保压过程中注塑机的喷嘴不断向型腔补料,以填充由于制件收缩而空出的容积。如果型腔充满后不进行保压,制件大约会收缩25%左右,特别是筋处由于收缩过大而形成收缩痕迹。保压压力一般为充填大压力的85%左右,当然要根据实际情况来确定。
注塑成型加工过程中是一个涉及模具设计、模具制造、原材料特性和原材料预处理方法、成型工艺、注塑机操作等多方面因素,并与加工环境条件、制品冷却时间、后处理工艺密切相关的复杂加工流程。因此,制品质量的好坏就不单取决于注塑机的注塑精度、计量精度,或是仅仅由模具设计的优劣和模具加工的精度级别决定,通常,它还会受到上述的其他因素的影响和制约。
在如此众多的复合因子约束下,注塑成型制品的缺陷的出现就在所难免,于是,寻求缺陷产生的内在机理以及预测制品可能产生缺陷的位置和种类,并用于指导模具设计和改进、归纳缺陷产生的规律、制订更为合理的工艺操作条件就显得尤为重要。我们将从影响注塑成型加工过程中的塑料材料特性、模具结构、注塑成型工艺及注塑设备三个主要因素来阐述注塑成型缺陷产生机理及解决办法。
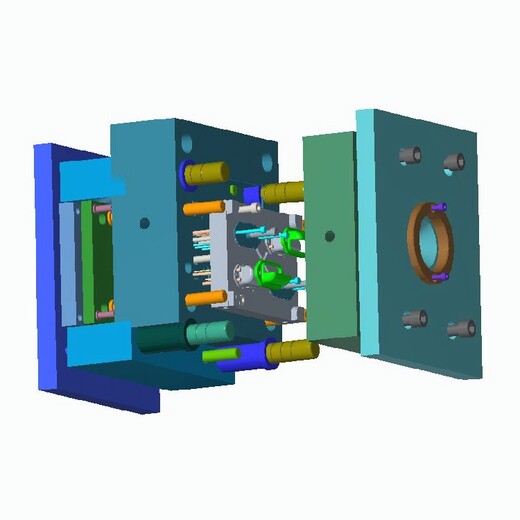
模具(mú jù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。
模具材料重要的因素是热强度和热稳定性,常用料模具材料:工作温度 成形材料 模具材料 <300℃锌合金Cr12、Cr12MoV、S-136、SLD、NAK80、GCr15、T8、T10。 300~500℃铝合金、铜合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2。 500~800℃ 铝合金、铜合金、钢钛 GH130、GH33、GH37。 800~1000℃ 钛合金、钢、不锈钢、镍合金 K3、K5、K17、K19、GH99、IN100、ЖC-6NX88、MAR-M200、TRW-NASA、WA。 >1000℃ 镍合金 铜基合金模具、硬质合金模具。
北京本地注塑模具热销信息