关键词 |
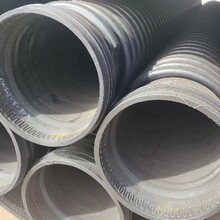
DN400钢丝网骨架复合管,国标钢丝网骨架PE管,钢丝网管厂家,PE钢丝网骨架复合管 |
面向地区 |
壁厚 |
4.5-24.0mm mm |
|
密度 |
100 |
颜色 |
黑色 |
拉伸强度 |
100 Mpa |
长度 |
6/12 m |
产地 |
河北 |
材质 |
PE |
用途 |
给水管 |
不可破坏路面时,大多数情况下采用普通套管,它分为铁皮制与钢管制。铁皮套管可用薄钢板卷成圆筒形,钢制套管采用比管道外径大号的钢管,管道吊杆及支架,支吊架的选择应满足管道的安全、经济运行,符合管道的热胀、冷偏、防振等要求。选择支架架遵循下列基本原则:在管道上不允许有轴向位移的地方,应设置固定支架。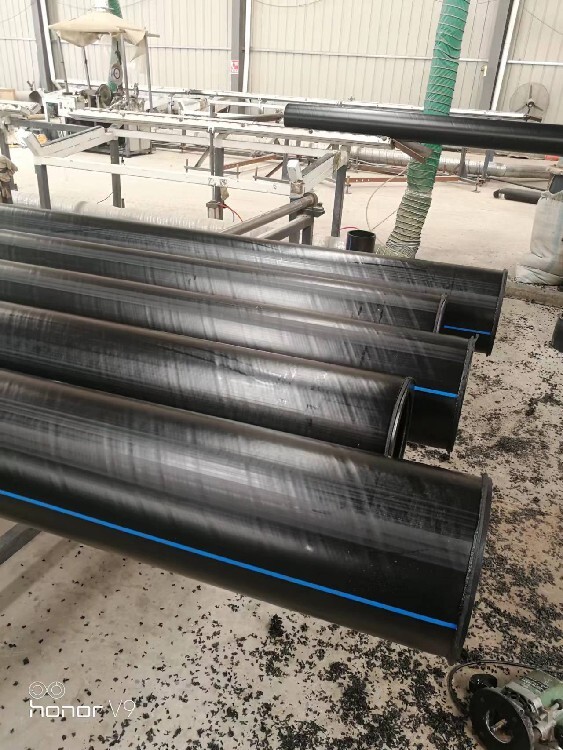
在水平管道上无垂直位移或垂直位移很小的地方,如对管道轴向摩擦力无严格限制时,采用滑动支架。在水平管道上只允许有轴向位移而不允许有横向位移的地方,应设置导向支架。导向支架的形式与滑动支架基本相同,但具有防止管道在运行时发生非轴向移动的装置。
在生产过程中,由于聚乙烯复合管是热敏性材料,即使加入热稳定剂也只能是提高分解温度,增加稳定时间而不可能不出现分解,这就要求它的成型加工温度应严格控制。因此,挤出温度应根据配方、挤出机特性、机头结构、螺杆转速、测温点位置、测温仪器的误差及测温点深度等因素确定。
生产线牵引速率直接影响管材生产的产量,同时影响管材壁厚,牵引速率不稳定会使管径出现忽大忽小的现象。牵引速度应与管材的挤出速率密切配合。正常生产时,牵引速率应比挤出线速度稍快1%~10%.牵引速率越慢,管壁越厚,牵引速率越快,管壁越薄,还会使聚乙烯复合管纵向收缩率增加,内应力增加,从而影响管材尺寸、合格率及使用效果。
加工硬钢骨架PE复合管时,因加工温度与分解温度较为靠近,出产中应严厉控制各点的料温,温度过低,塑化欠好,温度过高,物料易分解,温度的控制应根据原配方、挤出机及机头构造、螺杆转速等要素判定,一同留意测温表面的过失及测量点的方位。
螺杆转速既取决于挤出机巨细,一边取决上管径巨细,转速增加,挤出量增加,物料遭到的剪切力大,有助于物料的塑化,但是物料在螺杆内的停留时间较短,过高的摩擦热使管内壁比照粗糙、管材强度降低,因此,螺杆转速的控制应根据产量、产品外观和物理力学功能需要悉数权衡。