关键词 |
凉山插片散热器,插片散热器现货供应,插片散热器厂家,插片散热器厂家电话 |
面向地区 |
试模或生产开始时,挤压机自动关闭,各段开关为零。从小压力开始缓慢起压,出料约3-5分钟,铝填充过程主要控制压力。压力控制在100Kg/cm电流计数据为2-3A一般80-120Kg/cm2能出料,以后才能慢慢加速,正常生产时挤压速率低于120Kg/cm2为准。
在试模或生产过程中,出料口畅通,垫支或夹具的松动度应根据出料情况合理掌握。随时观察异常现象,及时处理。关机时应立即关机。
矫程中,要认真检查前后变化,操作规范,用力适当,严格产品质量。根据生产计划的要求合理定尺。切割时,锯齿进料速度不宜过快,以免伤到端头。端头夹紧,以去除飞边和毛边。
装篮要规范,包括合理摆放垫条,防止型材损坏。型材时效温度保持在190±5℃,保温2.5-4小时,出炉后进行风冷。
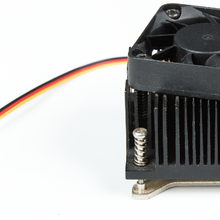
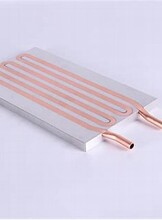
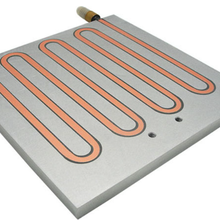
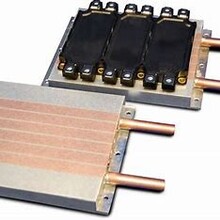
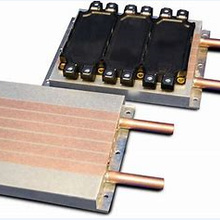
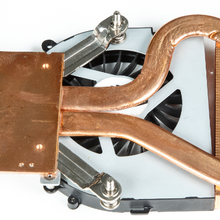
为了提高电子元件翅片散热器的散热性能,开发了插件式热管翅片散热器,并在自然对流和强制对流环境中进行了实验研究。实验结果表明,热管翅片散热器与传统散热器在自然对流环境下对热原温度的控制差异不明显,但随着加热功率的提高,热管翅片散热器的优势逐渐显现.热管翅散热器热原表面平均温度低于常规散热器.5℃左右;随着加热功率的增加,热管翅片传热性能的提高,热管翅片散热器热原表面的平均温度低于传统翅片散热器,证实热管翅片散热器更适合大功率设备的排热.通过提高翅片材料的导热系数,可以有效提高散热器的散热性能.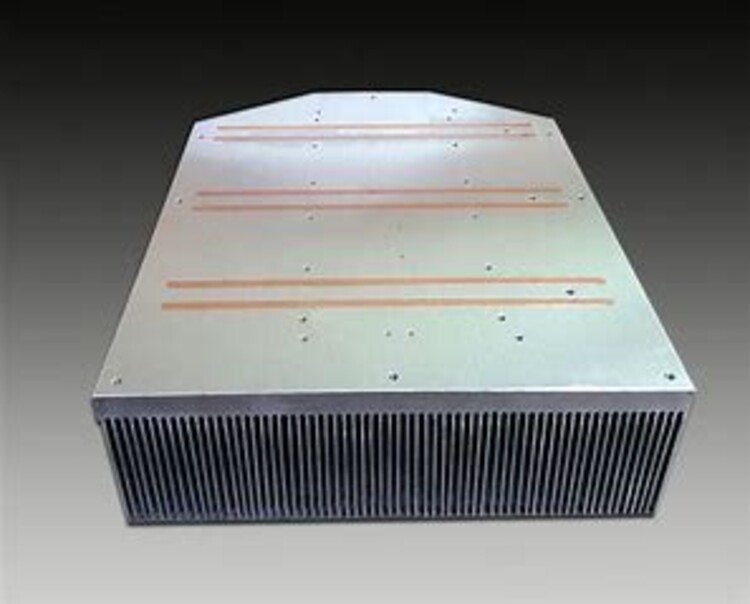
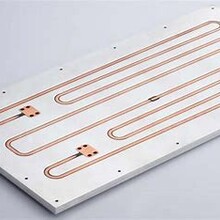
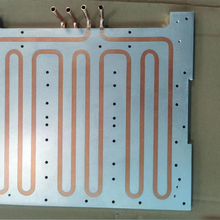
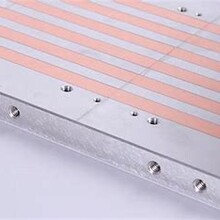
插齿作为传统的大功率散热器生产工艺,传统的铆接方式,但会导致配合间隙、牙齿松动等隐藏的排热风险,我们通过技术创新推出了各种介质连接新工艺,即选择高导热环氧粘接、钎焊、锡焊接,大大提高了排热的可靠性和稳定性,防止了风险。
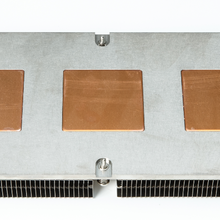
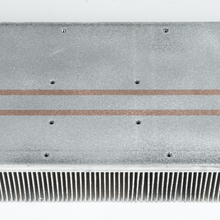
插片散热器是一款散热器。插片散热器采用直管推式通胀机进行胀管使得铝型材管壁与衬管都达到塑性变形,回弹后结合紧密、表面光滑、尺寸精度高采用插接组装可达到不漏。因此生产环节没有废品产生减少了能源的浪费。另外组装过程中不需要焊接,对插片散热器表面没有过热影响,节约了大量的人力和能源。
长期使用地暖可破坏人体的循环系统,能够引发一些呼吸道的疾病。由于在地板上面存留着大量的病毒和细菌,在地暖加热的时候,会使它们非常的活跃,引发疾病。采用插片散热器取暖的话,是对流散热加热空气,然后再传递给人体,不会产生上述的现象,为了家人的健康,采用插片散热器取暖是非常合理的方式。
中心距指的是暖气片上面进水口的圆心到下面出水口圆心之间的距离,也可以直观的反映暖气片的高度;暖气片的满高是指暖气片的总高度。这两个参数是暖气片在高度上的表现,目前市场上暖气片高度在300-2000mm,常见的尺寸有600mm、1500mm、1600mm、1800mm。
组宽是指按照生产要求制作的每组暖气片的实际长度,它是暖气片宽度、间隙相加之和;柱间距指相邻两柱暖气片的中心距,简称柱距。这两个参数是暖气片在宽度上的表现,用户可根据房间的采暖需求进行定制,不过为暖气片使用安全及热循环,一般满高1m以下的暖气片组宽不超过2m,满高1m以上的暖气片组宽不超过1m。

北京本地插片散热器热销信息